

Choix du produit
Comme mes besoins dans un premier temps étaient plus de faire de la fabrication de petite pièces en métaux non ferreux ou en matière plastique (plexiglas, PVC, etc), de graver des circuits imprimés en gravure anglaise ou faire de la gravure d'objets, il m'a semblé qu'il était raisonnable de ne pas faire l'acquisition d'un produit trop grand, et de privilégier un excellent rapport qualité prix.
J'ai donc commencé à me documenter sur les forums dédiés à la CNC (voir en bas de ce post les références des sites) sur les modèles propices à ce type d'activité et surtout compatibles avec mon budget. Je vous passe les hésitations sur les BF16, BF20, KT150, Sieg X1, X2, X3, et je vous laisse vous documenter sur le net. J'ai personnellement finalement opté pour une Proxxon MF70, qui est assez précise mais très petite (beaucoup diront trop petite...). Ce type de produit est achetable en Allemagne à moins de 200 euros sur un célèbre site d'enchère en ligne, contre 300 / 350 dans les boutiques françaises d'électronique. Il est toutefois conseillé d'ajouter un pack de 3 fraises Proxxon et un étau, qui peut être pratique pour les petits usinages.
Caractéristiques techniques
- Taille de la table : 200 X 70 mm
- Zone d'usinage 134 X 46 mm.
- Course verticale : 83 mm.
- Vitesse moteur contrôlable par potentiomètre de 5 000 à 20 000 tours / minute
- Puissance du moteur : 100 watts
- Vis mères au pas de 1 millimètre
- Résolution : Un tour de manivelle = 1 millimètre sur chacun des 3 axes
- Précision annoncée par le constructeur : 2 centièmes de millimètre
- Livrée avec un jeu de 6 pinces (Ø 1,0; 1,5; 2,0, 2,4; 3,0 et 3,2 mm)
- Livrée avec des brides pour attacher une pièce sur la table croisée.
Les défauts des la MF 70 (et les solutions...)
Taille de la surface d'usinage
La surface d'usinage réduite (134 X 46 mm), est en grande partie liée à la conception de la table. En effet, sur l'axe Y, 2 pièces limitent la translation du chariot . Une transformation française (1), et une transformation commerciale allemande par Usovo (10) font sauter cet inconvénient soit en repoussant les pièces d'origine à l'aide de colonnettes (USOVO), soit en supprimant purement et simplement les pièces d'origine lors de la mise en place de la motorisation. L'inconvénient de ces deux transformations est qu'il n'est plus possible de faire travailler convenablement ou dans certains cas même de garder la pièce plastique coulissante (en jaune-beige sur la première photo ci dessous) qui protège la vis mère des éventuels copeaux. Accessoirement, il doit falloir y aller cool lorsque l'on dépasse de trop des 46mm, car la table de guidage travaille beaucoup plus en porte à faux.
La Proxxon MF70 d'origine. Notez les caches coulissants jaune-beige, protégeant la vis mère.

MF70 modifiée par http://www.usovo.de (crédit image USOVO.de). Les pièces d'origine qui limitent la course Y (en noir) ont étés déportées à l'aide de colonnettes. Par contre, le cache jaune-beige de protection a été supprimé.

MF70 modifiée par Arnaud2 (crédit image Arnaud2 et usinages.com). Ici les pièces d'origine qui limitent la course ont étés purement et simplement supprimées. Le déport de la motorisation est effectué par du tube de laiton.

Réglage du jeu axial difficile et amenant du frottement
Les 3 axes sont montés sans roulement, et seulement avec des rondelles en nylon à chaque extrémité et un écrou Nylstop (écrou avec une bague en nylon pour empêcher son desserrage intempestif) pour régler le frottement. Il n'est pas rare que l'on soit déçu lors du déballage du carton, car les écrous sont serrés trop forts et l'action sur les manivelles est dure. Un simple desserrage d'écrou (et réglage du jeu!!!) permet de corriger le tir, mais la meilleure solution reste la mise en place d'un roulement radial coté écrou. Il est possible de le fixer sans transformation, en remplacement de la rondelle nylon, et en remontant l'écrou Nylstop à l'envers afin que le nylon puisse accrocher sur la vis et que l'écrou ne se desserre pas. Le roulement doit avoir un diamètre intérieur de 6mm, et un diamètre extérieur de 14 millimètres. On en trouve par exemple sur un célèbre site d'enchères par exemple chez Markus Mechatronics pour 2.85 la pièce. Un roulement suffit pour changer radicalement le comportement de l'axe... Et cette transformation ne coute presque rien! Une documentation PDF des roulements est disponible ICI et on peut aussi la trouver au format html ICI.
Les roulements radiaux (crédit image emc2cnc.altervista.org). Il y a 3 pièces, 2 portées et la baque de roulement :

Les roulements radiaux montés sur l'axe X. Noter l'écrou Nylstop monté à l'envers (on ne voit plus la bague nylon, qui est contre le roulement). Crédit photo Graham Stabler.

Les roulements radiaux montés sur l'axe Y. C'est assez serré, mais ca passe. Crédit photo Graham Stabler.

Problématiques de la CNC
Modifier une machine pour la CNC pose pas mal de problématiques :
- Le choix du type des moteurs (Nema17 / Nema 23)
- Le choix de la puissance des moteurs
- Le choix du couplage moteur (Oldham, élastiques, fixes, à membrane, etc..)
- Le choix du contrôleur pas à pas
- Le choix de l'alimentation
- Le choix du logiciel de commande
Choix du type de moteurs
Il existe de nombreux types de moteurs pas à pas. La plupart des conversions CNC utilisent des moteurs de taille Nema 17 (42 mm) ou Nema 23 (57mm). Bien qu'il reste toujours possible de les récupérer dans des dispositifs industriels ou dans des imprimantes laser, il reste préférable d'en acheter de caractéristiques connues, car ceux récupérés sont souvent des fabrications spéciales et les documentations ne sont pas disponibles.
Il existe bon nombre d'informations sur le net concernant les moteurs pas à pas. Un excellent dossier est disponible sur le site Etronics. On y apprend notamment les différentes configurations de moteurs (unipolaires, bipolaires).
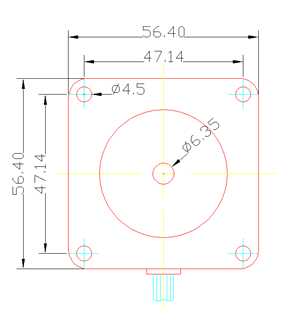
Moteur Nema23, avec cotes mécaniques.
Moteur Nema17.
Moteur Nema23.

Choix de la puissance des moteurs :
Sur la plupart des machines CNC, des moteurs 3 ou 5 volts sont utilisés, avec un courant >= à 1A par phase. Ce sont des moteurs 200 pas par tour (les plus courants) avec un pas de 1.8 degrés. Il est très facile de s'en procurer sur des sites d'enchères en ligne. On en trouve également bien moins chers que sur les sites de pièces électroniques sur le site de Technimaniacs de Sylvain Mathon (. Le pack de 3 moteurs Nema23 1A / 4.1V est à 26 euros hors port + 9 euros de port... Imbattable. Et en plus il est super sympa.
J'ai pour ma part choisi des moteurs d'occasion (pour cause d'indisponibilité passagère sur le site de Sylvain, désolé!) à 6 fils de marque Shinano Kenshi Corporation, 5.1 volts 1.4 Ampères par phase en boitier Nema23. Le couple de 7.3 Kg/cm est largement suffisant pour motoriser la MF70...
Au passage, les couples des moteurs sont donnés dans différentes unités, ce qui n'en facilite pas la lecture. On lit parfois des Kg/cm, des N/cm (Newton par centimètre) des mN / m (millinewtons par mètres). Comme le poids en Kg est égal à la masse en Newton multipliée par 9.806 (Kg = 9.806 x N), ceci nous donne les équivalences suivantes :
7.3Kg / cm = 7300 g / cm = 0.073 Kg / m = 0.715838 N/m = 715.83 mN / m = 7.1583 mN / cm.
Pour les fainéants, un convertisseur en flash.
Le couplage moteurs
Accoupler un moteur avec un axe nécessite un alignement parfait, sinon dans le meilleur des cas, une partie de la puissance du moteur est consommée dans l'accouplement, voir ça ne marche pas du tout. Pour pallier à cet inconvénient, il existe des dispositifs de couplage, qui tolèrent des erreurs d'accouplement (pas des mètres, mais des dixièmes de millimètre, hein ;). Ces dispositifs se nomment 'accouplements élastiques'. Ils sont constitués soient de 2 pièces métalliques avec une pièce caoutchouc au milieu (accouplements Oldham), soit d'une pièce métallique usinée avec de nombreuses rainures afin de permettre la déformation mécanique.
Ce type d'accouplement est généralement cher, et bien que l'on trouve sur Radiospares des accouplements tout plastique à 24 euros , on est plus souvent de l'ordre de 45 euros pour 3 accouplements tout métal...
Un accouplement métal, de haute qualité (Crédit photo Graham Stabler)

Différents coupleurs Oldham.

Heureusement, le système D est toujours là, et j'ai noté une astuce fort intéressante sur différents sites de modélisme. Il s'agit d'utiliser de la durite de voiture. En effet, le diamètre interne de 6mm est parfait pour mettre nos axes de 6.35 mm, et en l'enfichant sur un centimètre, il n'y a pas de glissement de la durite sur l'axe.
Accouplement avec durite de voiture (Crédit photo Tim Goldstein)

Le choix du contrôleur pas à pas
Le choix du contrôleur pas à pas dépend de plusieurs facteurs :
- Le mode de commande;
- Le niveau d'isolation souhaité avec le PC;
- La puissance des moteurs;
- Les fonctionnalités annexes fournies pas le contrôleur.
- Les pièges a éviter...
Le mode de commande :
On distingue 2 grandes familles de cartes : - Les cartes qui ne gèrent la transformation d'un ordre émanant du PC de type 'impulsion pour un pas' + 'sens de rotation' - Les cartes qui sont capables de prendre des fichiers de CNC (MCode/ Gcode) et de piloter complètement la machine.
La solution standard dans le monde de la cnc amateur est la commande par port parallèle (ou port imprimante ou IEEE 1284). Dans ce cas, l'ordinateur fournit pour chacun des 3 ou 4 axes un information pour avancer d'un pas et le sens de rotation. Ce port en effet offre des signaux TTL (0/5V) en entrée et en sortie, qui sont faciles à piloter par un logiciel sur PC (Windows ou Linux). Malheureusement, ce type de port a déjà pratiquement disparu des portables, et tend à disparaitre des machines de bureau récentes (les dernières machines de bureau Dell n'ont pas exemple ni port série ni port parallèle). Si vous utilisez une vieille machine pour piloter votre cnc, pas de problème. Sur les portables, il est assez facile de mettre une carte PCMCIA qui ajoute ce genre de port. Elle sera compatible avec les logiciels si ceux ci permettent de changer l'adresse de dialogue avec la carte pour mettre celle de la carte PCMCIA, qui ne sera JAMAIS sur l'adresse standard de LPT1/LPT2 ou LPT3 (LPT1=0x378, LPT2=0x278, LPT3=0x3BC, alors que les cartes PCMCIA on plutôt des adresses de type 0xFF00). J'en ai trouvé une aux US sur un célèbre site d'enchère en ligne pour moins de 10$ hors port, ce qui amenait le tout à 13 livré en France.
Une autre solution de commande consiste à acheter des cartes soit sur port USB, soit sur port série. Faites toutefois très attention car la plupart des logiciels ne gèrent que le port parallèle, et vous serez peut être contraint d'acheter fort cher l'unique logiciel capable de piloter votre splendide carte sur port USB...
Les cartes de la deuxième famille, celles capables de traiter des fichiers de cnc préalablement téléchargés sur la carte sont fort chères, et souvent hors propos pour une petite CNC. Je n'en ferai donc pas mention ici.
Par contre, je citerai une solution plus modulaire: Vous ajoutez à la carte contrôleur sur port imprimante un 'interpolateur'. Iprocam en propose un qui se nomme NetoLPT : http://www.iprocam.com/new-neolpt/index.htm qui est tout petit et a le mérite d'utiliser votre carte de puissance. Je ne l'ai pas essayé mais ai trouvé la solution intéressante, car elle permet de garder la compatibilité pilotage direct ou avec interpolateur.
Pour les aficionados de la bidouille, qui de plus auraient lu mon post sur l'arduino, il y a aussi moyen de réaliser son propre interpolateur sur la base d'une carte arduino. C'est Zach Smith qui est responsable de ce projet qui vous trouverez sur http://reprap.org/bin/view/Main/Arduino_GCode_Interpreter . Ce projet est une partie d'un projet de CNC nommé RepRap dont vous trouverez l'électronique ici : http://reprap.org/bin/view/Main/Generation2Electronics. Ca ne gère pas encore les arcs de cercle, mais c'est très prometteur...
Le niveau d'isolation :
Lors du choix d'une carte contrôleur sur port parallèle, il est important de vérifier que les signaux du port parallèle sont isolés de la puissance par de opto-coupleurs. Les moteurs étant alimentés par de relatives hautes tensions par rapport à celles présentes dans l'ordinateur, en cas de casse ces tensions pourraient détruire totalement le port parallèle, voir l'ordinateur... Certaines cartes à très bas coût font l'économie de cette isolation. Vous aurez été prévenus..
La puissance des moteurs :
La puissance des moteurs à commander est bien évidemment un facteur important. La plupart des cartes à bas coût, permettent des commandes moteurs jusqu'à 24 à 36V, et 2 à 2.5A. Ces cartes sont peu chères car reposent sur des jeu des circuits intégrés de commande qui fournissent toute la logique nécessaire et la puissance. Différents familles de circuits sont utilisées. La plus connue est le couple L292/L293 qui permet le pilotage sous 2A / 36V avec de bons radiateurs. D'autres circuits plus récents permettent de contrôler plus finement certains paramètres comme le courant pilotage des moteurs tels le A3977 de Allegro Semiconductors, qui est assez intéressant.
Lorsque l'on souhaite dépasser les 2 à 2.5A, les cartes ne sont plus si nombreuses. La plupart du temps, elles sont réalisées sur la base d'un L293 auquel un H bridge réalisé avec des transistors de puissance extérieur est ajouté. On trouve ainsi des solutions allant jusqu'à 10 ampères... Mais gare au refroidissement. Il n'est pas rare qu'au dessus de 3A il faille en plus des radiateurs ajouter des ventilateurs...
Fonctionnalités annexes :
Certaines fonctionnalités peuvent être ou ne pas être (that's the question!) gérées par la carte contrôleur. En fonction de votre usage final il peut être utile de vous y intéresser. Fins de course : La carte peut fournir des entrées éventuellement optocouplées, qui seront gérées par le logiciel de commande pour détecter la fin de la course des vis mères. Pratique pour la calibration... Désactivation des moteurs : A ne pas confondre avec les fins de course, car non lisibles par le logiciel, mais permettent de désactiver la commande moteur lorsque l'on arrive en butée sur les axes. Arrêt d'urgence : Peut être soit logiciel, et à ce moment là, l'état de l'entrée est lue par le logicciel, soit matériel, et dans ce cas les moteurs sont purement et simplement désactivés lorsque l'on appuie sur l'interrupteur coup de poing. Entrée palpeur : Permet de mettre un palpeur pour la digitalisation 3D. Ou comment transformer votre CNC en numériseur. Réglage du courant : Certaines cartes disposent de potentiomètre pour régler le courant de commande du moteur. A privilégier par rapport aux solutions 'pas chères', ou il faut changer une résistance. Fusible sur carte de commande : Certaines cartes prévoient un fusible par axe pour la protection des composants de puissance. Perso, j'ai déjà cramé un driver sans que le fusible ne bronche. Alors qui protège qui??? (un grand classique...) Commande du moteur de la broche : Certaines cartes intègrent l'électronique + relais pour le pilotage de la broche (M/A). Commande du moteur de la pompe de refroidissement : Idem, mais pour allumer la pompe qui aspergera les pièces avec du liquide de refroidissement. Sans intéret pour une CNC sur la MF70.... Accessibilité des signaux inutilisés du port parallèle : Résolution: Pas plein, demi pas, quart de pas, huitième de pas, voir plus... En pratique, le demi pas suffit, car ensuite le rendement des moteurs s'effondre... Remplacement simplifié des composants de puissance : Penser que les composants de puissance peuvent décéder, et qu'il faudra les remplacer. Si il faut de l'outillage complexe ou que l'accessibilité n'est pas bonne, ca complexifie l'opération...
Les pièges :
Multiples tensions d'alimentation : Il est intéressant de regarder les tensions requises par le contrôleur. En effet, certains embarquent la régulation pour fournir le 5 volt nécessaire à la logique du contrôleur, alors que d'autres vont jusqu'à demander 3 tensions différentes... Chaque alimentation a un coût et nécessitera de la place dans le boitier regroupant alim et contrôleur. Il est donc préférable de choisir une carte ne nécessitant qu'une seule alimentation et qui fabriquera les autres localement à partir de l'alimentation des moteurs.
Refroidissement non fourni ou imposant : Certaines cartes ne fournissent pas les radiateurs de refroidissement des composants de puissance. Un radiateur n'est pas donné, il faut l'intégrer dans le calcul du prix final... D'autres cartes livrent un radiateur imposant ou mal placé, et la réalisation du boitier pour mettre la carte est un calvaire... Y penser avant d'acheter.
Pas d'optoisolation sur le port parallèle : Ce problème, déjà cité plus haut me parait rédhibitoire si on utilise un ordinateur portable récent et qu'on ne veut pas le détruire en cas de casse de la carte contrôleur. Bien sur si c'est un vieux PC et que vous avez un stock de cartes mères de récup, pas de pb, vus pouvez prendre le risque.
Le choix de l'alimentation
Si vous avez choisi une carte monoalimentation 24V, alors c'est du bonheur. 3 moteurs 2,5 A... donc alim 7.5A. On trouve sur Eb** des alimentations chinoises 24V / 10 A pour une trentaine de dollars port inclus. Si vous avez besoin de beaucoup moins de puissance (ex: 3 moteurs 2A ou moins) alors l'alimentation de PC portable (19V 6A) est une bonne solution. Si on peut en récupérer une, c'est bien aussi...
Le choix du logiciel de commande
Je n'ai personnellement pas creusé le monde des cartes de commande sur port série ou avec interpolateur incorporé (celles qui prennent directement du GCode). Étant resté sur celles qui se pilotent par port parallèle, il restait 3 choix : Mach 3 (Windows, payant, environ 150 euros), KCam (Windows, payant, environ 75 euros) et EMC2 (Linux, open source, avec sa distribution spécifique basée sur Ubuntu 10.04 LTS).
J'ai personnellement opté pour ECM2, et le choix s'est révélé très bon. En effet, le produit est très stable, rapide, et est construit sur un noyau linux patché pour fournir du temps réel. Le démarrage peut être un peu dur, car sur certaines machines, il faut mettre en œuvre des workaround pour corriger des petits problèmes de latence, dus aux cartes mères elles même. Cela fera l'objet d'un autre article sur la mise en route d'EMC2..
Les différentes transformations possibles
Modifications supplémentaires
Ici, on est pas dans la correction de problème, mais plus dans l'amélioration. Du 'tuning' pour fraiseuse CNC en quelque sorte...
Éclairage du point d'usinage
Je sais, c'est du point de détail, mais on ne vois pas très bien ce qui se passe lors d'un usinage. USOVO (encore eux!) proposent dans leur rubrique tuning une solution, en intégrant dans la tête une LED haute luminosité et un interrupteur.
J'ai une autre solution, qui consiste à intégrer un flexible d'éclairage d'ordinateur portable avec une LED haute luminosité. C'est pas cher (il en existe au moins 3 modèles chez PEARL.fr à moins de 8 euros).
Il existe au moins 2 solutions de fixation. La solution la plus simple consiste à intégrer une prise USB avec une alimentation 5V régulée dans la tête ou le bâti. Il est ainsi aisé de remplacer le flexible pour un plus puissant ou en cas de casse... Une autre solution est de modifier le flexible pour supprimer la prise USB et faire une pénétration directe par un trou + un passe fil dans la fraiseuse.
J'ai finalement opté pour une led haute puissance (CREE 3W) directement fixé sous l'axe Z, à coté de la sortie du bloc moteur. Un trou permet de monter dans le compartiment moteur ou j'ai placé une micro alimentation 220V / led cree, le tout acheté chez Deal extreme. L'alim: http://www.dealextreme.com/p/gu10-1-3w-650-700ma-constant-current-regulated-led-driver-85-265v-input-13552 La led : http://www.dealextreme.com/p/cree-q5-wc-led-emitter-with-16mm-base-11022
Le moins qu'on puisse dire, c'est que ca éclaire...
Commande de vitesse par le PC
ideegeniali.altervista.org propose un PDF permettant de transformer une fraiseuse MF70 commandée par une carte CNC611 et Mach3. Cette modification ajoute une commande de vitesse par le PC (en PWM s'il vous plait) et même une mesure de vitesse.
On peut trouver aussi sur http://hans-w.com/cnc.htm un système de mesure de vitesse basé sur un PIC 16C66/73/76 qui l'affiche sur des 7 segments. Ce n'est pas spécifiquement prévu pour MF70, mais devrait fonctionner.
Modification de la broche
La broche ne permet que de monter des petits diamètres de fraise , et surtout ne permet pas de monter des fraises standard de 6 mm, très communes et économiques. Usovo (10) commercialise une broche pro, permettant de monter des diamètres de fraise jusqu'à 7 mm. Par contre, c'est assez cher ... 99.
Vue éclatée de la broche USOVO (crédit image USOVO.de):

La broche USOVO montée (crédit image USOVO.de):

Les pinces pour la fixation des outils (crédit image USOVO.de):

Quelques conversions réussies
Conversions Artisanales
- (1) http://www.usinages.com/conversion-cnc-d-une-fraiseuse-proxxon-mf70-t243.html conversion qui permet d'agrandir la taille de la table de découpe, mais par contre laisse les rails exposés.
- (2) http://www.timgoldstein.com/cnc/Proxxonconversion.asp La conversion de Tim Goldstein est simple et efficace. Elle utilise des coupleurs redoutablement efficaces pour le prix (morceau de tuyau). Aucune modification mécanique de la MF70 n'est nécessaire, tout se fixant sur les vis d'origine. Par contre aucun plan n'est fourni.
- (3) http://www.indoor.flyer.co.uk/millingmachine.htm Reposant sur celle de Tim Goldstein, a conversion de Graham Stabler est simple et a le bon goût d'ajouter un roulements axiaux afin de réduire le jeu de l'axe X, et de véritables coupleurs. Les plans pdf et DXF sont fournis
- (4) http://www.hellasat.gr/efrag/ une conversion gecque de Emmanuel Fragoulopoulos
- (5) Une conversion très aboutie est disponible chez http://www.emc2cnc.altervista.org . Les plans mécaniques sont très complets (disponibles ICI) et sont conçus pour ajouter 2 roulements axiaux par axe.
- (6) Autre conversion italienne sympathique réalisée par Fabrizio Zellini sur http://fabrizio.zellini.org. Ele est basée sur l'idée de ne pas modifier la MF70, mais uniquement d'ajouter des pièces.
- (7) Autre conversion italienne sur http://freeforumzone.leonardo.it/
Conversions Commerciales
- (10) USOVO : http://www.usovo.de/usovoneu/include.php?path=cnc-fraesen.php. Probablement la plus aboutie en terme d'industrialisation, car elle permet de conserver les manivelles d'origine, les moteurs étant montés à l'autre extrémité. Un boitier, à l'arrière de la fraiseuse embarque toute l'électronique. Les câbles sont cachés dans le bâti. Les courses X et Y sont allongées en déplaçant les pièces d'origine qui la limite (axe Y, course = 85mm!!!) ou en ajoutant une pièce supplémentaire (axe X) voire en remplaçant la table pour allonger la course (sur certains modèles). Par contre, cette transformation est lourde de modifications sur la MF70 puisque de nombreux usinages sont à faire sur le bâti de la fraiseuse elle même. Il est pratiquement impossible de le faire soi même sans outillage lourd, et il faut envoyer sa fraiseuse en Allemagne pour modification. On eut aussi voir des photos plus précises de cette conversion ICI.
- (11) KNDTOOL : http://www.kdntool.com/_sgg/m1m4_1.htm commercialise des US une conversion CNC qui peut être équipée par l'utilisateur. Elle est commercialisée soit avec uniquement les moteurs et la mécanique, soit en kit complet.
- (12) Micompan : http://www.micompan.de/. La société commercialise une conversion ou toute l'électronique est logée dans un socle additionnel. Ce dernier permet également l'ajout d'un bouton marche/arrêt et d'un arrêt d'urgence. Comme sur la solution Usovo, les moteurs sont montés de l'autre coté des manivelles, ce qui permet de continuer à travailler en manuel si on ne souhaite pas brancher la CNC. Par contre, la course est celle d'origine. Le prix n'est pas indiqué sur le site web. Au jour de la rédaction de cet article, on trouve les plans de cette conversion sur un grand site d'enchère en ligne pour 2. Je ne sais pas par contre si il s'agit de la conversion officielle, ou d'un pirate du plan.
- (13) Kitconversion : http://kitconversion.it. Cette conversion réalisée par Marco Caradonna est très intéressante techniquement car elle peut être montée pratiquement sans aucun démontage sur la machine. Il existe de nombreuses vidéos montrant la simplicité du montage. Le kit est simple: Par axe il est livré une pièce d'adaptation pour la fixation du moteur (fraisée), 2 colonnettes et ses vis et une pièce tournée qui vient coiffer les molettes de déplacement après démontage du levier. De fait elle est totalement démontable pour remettre la MF70 en état d'origine (pour la revendre sans le kit CNC par exemple, ou pour conserver la garantie constructeur). Sa commercialisation par contre est assez asthmatique, puisqu'on la trouve parfois sur le même site d'enchères en ligne. La mécanique seule (vis, colonnettes, flancs, et pièces tournées) est commercialisée par Marco au tarif de 129 euros + 27 euros de livraison France avec un paiement Paypal.
- (14) Conversion commerciale russe sur http://www.texnologia.ru. Par contre il faut lire le Russe.... (mais Google Translate est ton ami...)
- (15) Peter Neumann propose une conversion commerciale sur son site mais ne communique pas beaucoup sur le tarif... Un galerie de photos est disponible et montre quelques aspects intéressants de son travail.
Logiciels
Logiciels de pilotage avec ou sans conversion Gcode
- Turbo CNC (DOS, Windows 3.1 ou 98, commercial, 60$)
- KCam (Windows XP, PAS VISTA!)
- Mach3 (Windows XP, 2000, Vista, mais sous la torture alors évitez...)
- EMC2 Linux
- CNC3axes
Logiciels de conversion DXF -> Gcode
- DesKAM (commercial)
- DeskENGRAVE (commercial)
- CNC Code Generator (GPL)
- ACE Converter (GPL)
Références
En français :
- http://www.usinages.com, la référence française sur le sujet. Voir notamment tous les messages qui traitent de la MF70
- http://www.cncloisirs.com site très complet sur la CNC amateur en français.
En anglais :
- http://www.happy-ebuy.com/index.php Directement sur leur boutique ou http://stores.ebay.com.hk/verycnc

